“Tailor-made for us”
World premiere: Germany’s largest whisky distillery relies on innovative wort preparation
Dresden is home to the largest whisky distillery in Germany. The plan is to produce up to one million bottles of the single-malt brand “Hellinger 42” in the Saxon capital every year. Dresdner Whisky Manufaktur GmbH decided to collaborate with Ziemann Holvrieka GmbH to realise its wort preparation process. The dynamic mash filtration system Nessie by Ziemann in combination with the grist mill T-Rex by Ziemann was ordered as a key technology for the first time by a spirits producer. The design of both innovations differs fundamentally from conventional process technology, which offers the user many advantages.
Looking back, Jörg Hans, Production Manager and Managing Director of Dresdner Whisky Manufaktur, explains why the whisky producer decided to pioneer these product innovations: “On the one hand, we were convinced by the technology and the supplier. On the other hand, we were extremely limited in terms of space. There simply would not have been space for other machines.”
Four rotary disk filter modules as standard
The standard version of Nessie consists of four rotary disk filter modules with a diameter of one metre, which are arranged in a row on a common frame (see Nessie illustration). The mash flows through modules 1 to 4 one after the other, with the wheel segments rotating in the direction of flow. The mash transport is supported by gravity resulting from the cascade arrangement of the modules.
The retention time of the spent grains in the module can be influenced via the speed of the wheel pairs. In the default setting of 8 rpm, an idealised mash particle takes around three minutes to pass through the four modules. However, the speed can be set individually for each module. The retention time can therefore be regulated depending on the process and stage.
Solid-liquid separation takes place directly at the lower circular segment of the filter sieve. The separated wort is continuously discharged in a closed system and therefore does not accumulate in the module. Direct contact with the surrounding atmosphere is excluded. The solids remain between the sieve surfaces of the wheel pairs and are conveyed to the next module by rotation and gravity. No special husk preservation is required for the separation effect and even fine grist can be processed well.
Ideal for highly concentrated mashes and alternative raw materials
The rotary movement of the sieve disks and the inertia of the suspension result in a relative movement on the surface of the sieve. This results in a self-cleaning effect. Thus, no filter layer builds up, which could block the wort flow. This self-cleaning effect makes the separation technology ideal for lautering highly concentrated mashes and for processing alternative raw materials with high grist load. “We mash two parts water with one part malt. We then go to the Nessie at around 27 to 30 °Plato. This works perfectly,” confirms Jörg Hans.
To extract the spent grains, the sparging water in Dresden is only added between the last two wheel modules. The resulting low-concentrated wort from module 4 is washed back between modules 2 and 3, while the wort from module 3 is returned to the transition from module 1 to module 2. This double recuperation enables the high original wort content at the start of fermentation. This results in a four-stage separation with intermediate dynamic spent grains extractions. The volume flows for the incoming mash, the sparging water, the outgoing wort and the spent grains discharge can be variably adjusted in terms of quality and quantity. The same applies to the feed point of the respective fluid. As the entire process is fully automated, the fluid flow can be stored as recipe parameter for different products and selected accordingly.
Up to 30% less specific water requirement
“We then start fermentation at around 23 °Plato,” says Jörg Hans. Practical experience shows that in the standard process with a lauter tun, a total water consumption (mashing water + extraction water) of eight to nine litres per kilogramme of malt charge is common. However, due to the turbulent washing out in the Nessie transitions between the modules and the efficient recuperation, Nessie requires around six to seven litres per kilogramme of malt charge. Another important aspect from the user’s point of view is the high process speed. The mash transfer time corresponds to the lautering time – the two core processes of lautering, separation and washing out of the extract, take place simultaneously.
With the standard design, the described lautering unit in Dresden achieves a throughput of 45 hl of mash per hour. In principle, a higher lautering capacity is possible through a modular expansion of the sieve units. In this case, additional wheel pairs are mounted on the drive shaft of each of the four modules. Two pairs of sieve disks per module therefore mean a doubling of the lautering capacity to 90 hl per hour. However, the process can also be adapted accordingly to smaller mash volumes and their throughput capacity by parameterising the speed of the sieve disks or the output of the mash pump.
For smaller mash volumes, a two-stage procedure with a “half” Nessie, which only has two modules, is also an option. In the first pass, these modules take over the tasks of stages 1 and 2 of the standard Nessie. In a second pass, they function as stages 3 and 4. The lautering system is fed from a mash tun and the mash is temporarily stored in another vessel after the first pass. These two modules in turn produce 45 hl per hour. In relation to the total output, either half the volume can be processed in the same time or the entire volume in twice the time.
Cold sparging conserves resources
Due to the lack of wort boiling in the production of whisky compared to beer and the insensitivity of Nessie to higher viscosities in the mash, there is another attractive option – sparging with cold water. This results in significant energy savings with a comparable yield, because firstly, the sparging water does not have to be heated. Secondly, the wort does not have to be cooled as much on its way to the fermentation tank to reach the pitching temperature. Thirdly, the warm wort from the third module can also be used for mashing in the subsequent brew. Accordingly, less energy needs to be added here.
In contrast, the yeast vital substances contained in the wort, such as zinc and fatty acids, are clearly higher, which also has a visible effect: “We no longer need wort aeration,” emphasises Jörg Hans.
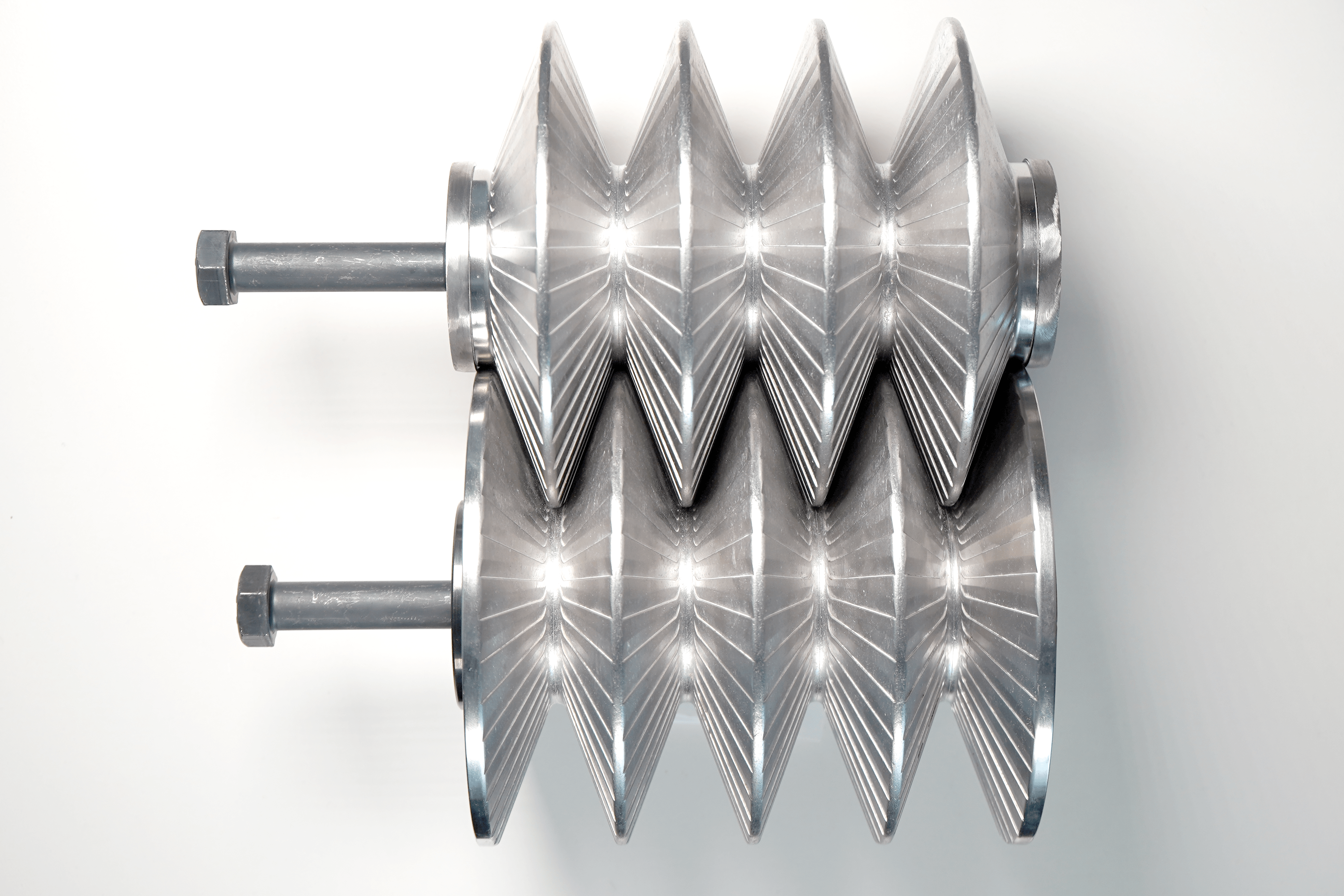
Disks instead of rollers
Nessie is supplied by a mill type T-Rex by Ziemann. The centrepiece of this mill is the milling unit. This does not consist of cylindrical rollers, but of interlocking, double-cone disks, which form a zigzag-shaped gap.
This arrangement achieves a large milling surface in a small space. This enables a very compact, lightweight mill design, which places low demands on the building. A fact that Jörg Hans particularly emphasises: “We are extremely limited in terms of space. The fact that T-Rex only needs about 1/3 of the space of a standard mill was a big advantage for us.” The arrangement of the disks also creates a reduced feed angle to the milling gap, which means that the compact machine has a throughput of 5 t/h. This output is sufficient to work without an intermediate buffer – milling and mashing-in take place at the same time.
The T-Rex grist mill can process a wide variety of raw materials with a wide range of grist types and throughput rates without changing the basic design of the mill. In addition to this versatility, there are further advantages such as high specific output, low energy consumption and simplified maintenance and cleaning. Jörg Hans from Dresdner Whisky Manufaktur summarises the facts as follows: “This innovative mill is simply tailor-made for our conditions and products, just like the lautering work. We have already received the first award for our fine spirit. The result simply speaks for itself.”